State of the art technology for online or in-situ monitoring of industrial material properties.
Properties monitored:
- bulk moisture content
- density/specific gravity (weight per unit volume)
- basis weight (weight per unit area)
- mass flow
- dielectric constant
- dielectric loss factor
- nondestructive testing/inspection (NDT/NDI) of polymer composites
Materials:
- agricultural products
- wood and wood-based products
- processed foods
- minerals
- building materials
- advanced polymer composites
Knowing the bulk moisture content has enormous economic value in the manufacture and processing of the above materials. Such information is useful for determining the value of raw materials, for front-end processing, for in-process control, and for output quality control. Microwave instruments are available for monitoring the moisture content of solids, particulates, powders and liquids.
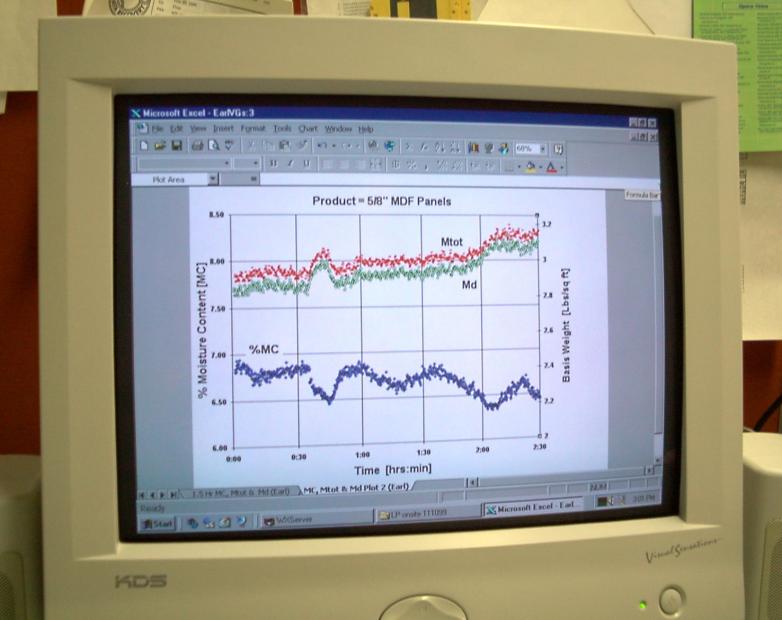
Density and basis weight are often needed for monitoring mass flow (e.g., of wood fibers, chips and strands) and product consistency/quality (e.g., of manufactured panels).
Dielectric properties are needed for monitoring in situ chemical reactions (state of cure) and ionic content, and for nondestructive inspection of lossy and lossless polymeric materials (e.g., fiberglass and other advanced composites, including military stealth materials).
Motivations for Online Moisture Monitoring
Producers and handlers of agricultural and processed food products are aware of the immense economic impact that moisture has on the production, transportation, storage, processing, texture/taste and distribution of their products. This goes far beyond simply determining the value of raw materials (e.g., value is generally determined by the weight of the dry material), or ensuring against spoilage in storage or transit. Substantial economic and time savings are achievable by automating moisture/density determination for these applications.
Moisture determinations are usually done by manually checking samples by such methods as moisture loss-on-drying in an oven or Karl Fischer titration. While such long standing and trusted methods are economical for limited short term operations, they become labor intensive, time consuming and expensive for large continuous operations. Moreover, anomalous spikes in moisture can easily be missed. In a many instances it has been found that even very sophisticated sampling procedures fail to yield moisture contents having sufficiently low statistical variances.
Beyond the above, real-time information for feedback or feedforward control of drying and manufacturing offers:
- energy savings resulting from the ability to tighten moisture tolerance ranges and avoiding overdrying. Overdrying can reduce the nutritive value of organic materials owing to the destruction of protein substances, and underdrying affects storage and shelf life.
- labor savings resulting from elimination of time consuming off line (manual) sample testing, and re-assignment of personnel.
- improved, consistent product quality.
- reduced out-of-specification waste and/or the need for product recycling.
- sorting and grading of material according to its moisture.
- establishing and maintaining a competitive advantage.
- maintaining a running record/log of product properties, particularly moisture content.
Advantages and Benefits of Microwave Methods
A very important benefit of microwave moisture sensing is that the bulk moisture is determined, in contrast to surface or near-surface moisture as determined, for example, with infrared (IR) or near infrared (NIR) techniques. This is particularly important when monitoring drying operations where moisture gradients exist in the material. Variations in moisture can exist within a few microns of the surface, even within microscopic particles. Such micro-gradients also affect moisture determination with low frequency techniques such as capacitance and resistance moisture meters. Micro-gradients can take hours to disappear, but their effects are substantially reduced or insignificant at microwave frequencies.
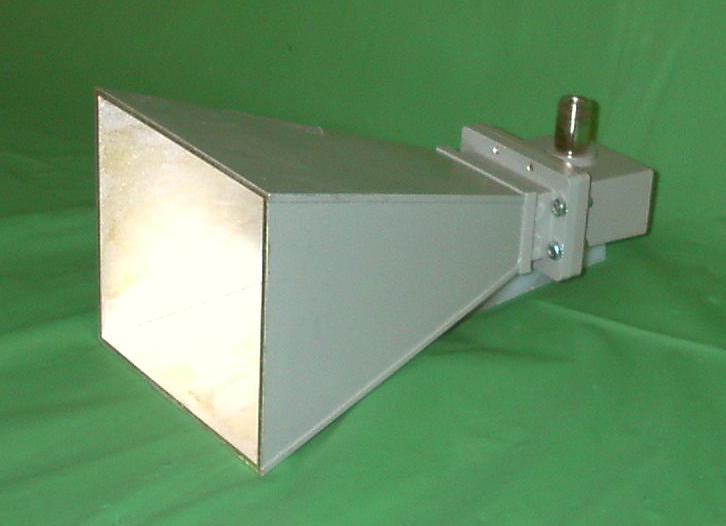
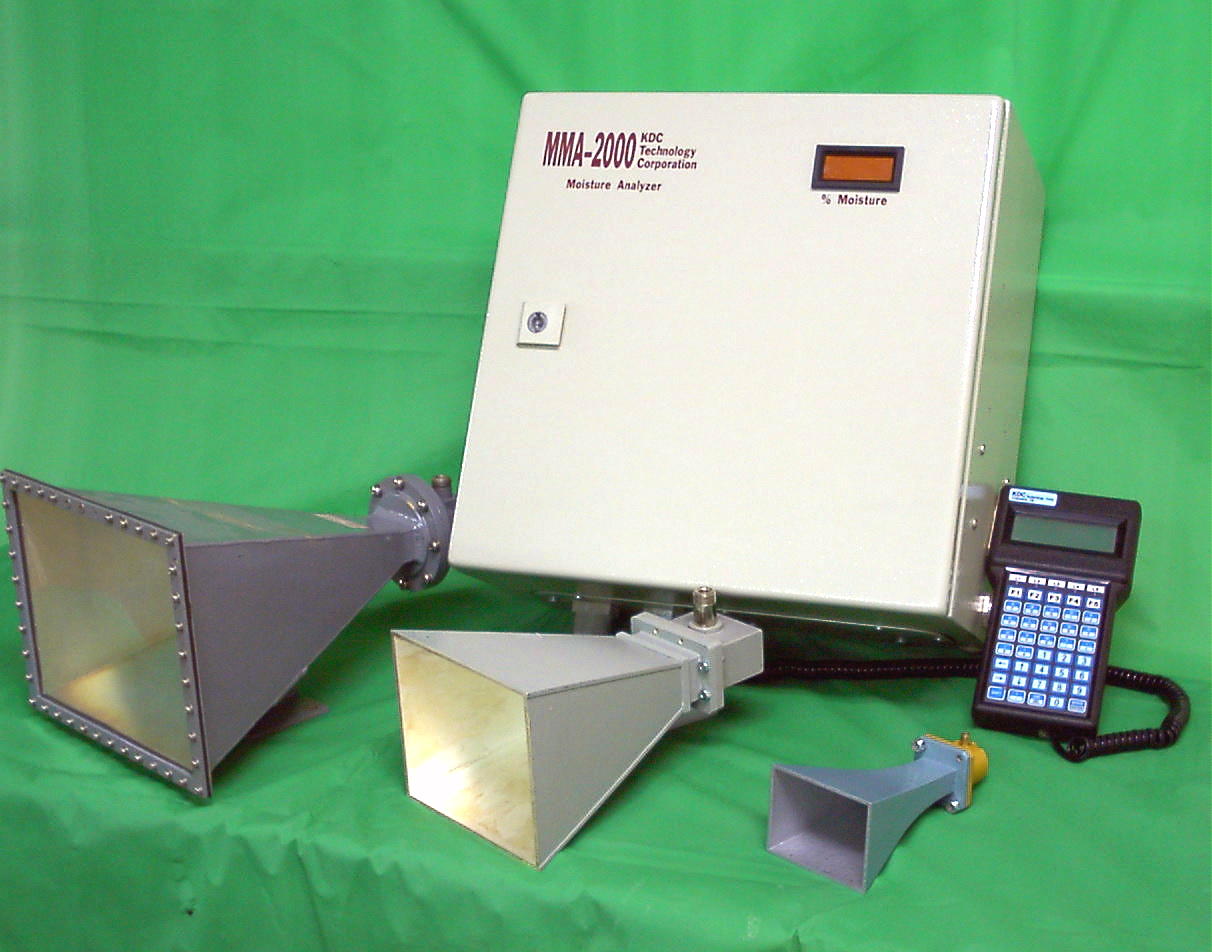
Another decided advantage is logistical flexibility in installation. With a wide variety of sensors from which to choose, placement can be on conveyors or in hoppers, shakers, pipes, chutes, etc. Installation is generally minimally intrusive. See the MDA Sensor uses.
Except for liquids, microwave sensing has not reached the point where free falling materials can be sensed. Particulates and powders must generally be moving in a densified form.
Measurement time ranges from a few milliseconds to one second, depending on the sensor, so there is ample time and data available to perform statistical averaging, even when the material is moving at one meter/second of even faster. Time averaging easily eliminates short term fluctuations incurred when sensing particulates.
In all but exceptional salty materials, the effects of dissolved (ionic) salts are generally negligible at microwave frequencies, whereas at lower electromagnetic frequencies even small salt concentrations make reliable two-parameter determination of the moisture content difficult if not impossible.
A further advantage is that microwave radiation is noncontaminating and environmentally safe at power levels typically used for on line sensing. Human exposure is usually less than that from common consumer electronic devices such as cordless and cellular telephones. Furtermore, because electromagnetic radiation is so small, microwave moisture meters are free from government and environmental regulations.
Finally, microwave sensors are insensitive to environmental conditions such as dust, color or ambient light, vapors and machine vibrations, in contrast to IR and NIR techniques.
Next Page |